油圧シリンダーの重要性は、その機能を超えて、複雑な設計と製造プロセスを網羅しています。この包括的なガイドでは、これらのコンポーネントの基本構造から複雑な製造手順まで、あらゆるものをカバーする油圧シリンダー生産の世界を探ります。油圧シリンダーの生産に関与する複雑さと微妙さを強調し、現代産業における極めて重要な役割と、この分野での継続的な技術の進歩を強調することを目指しています。
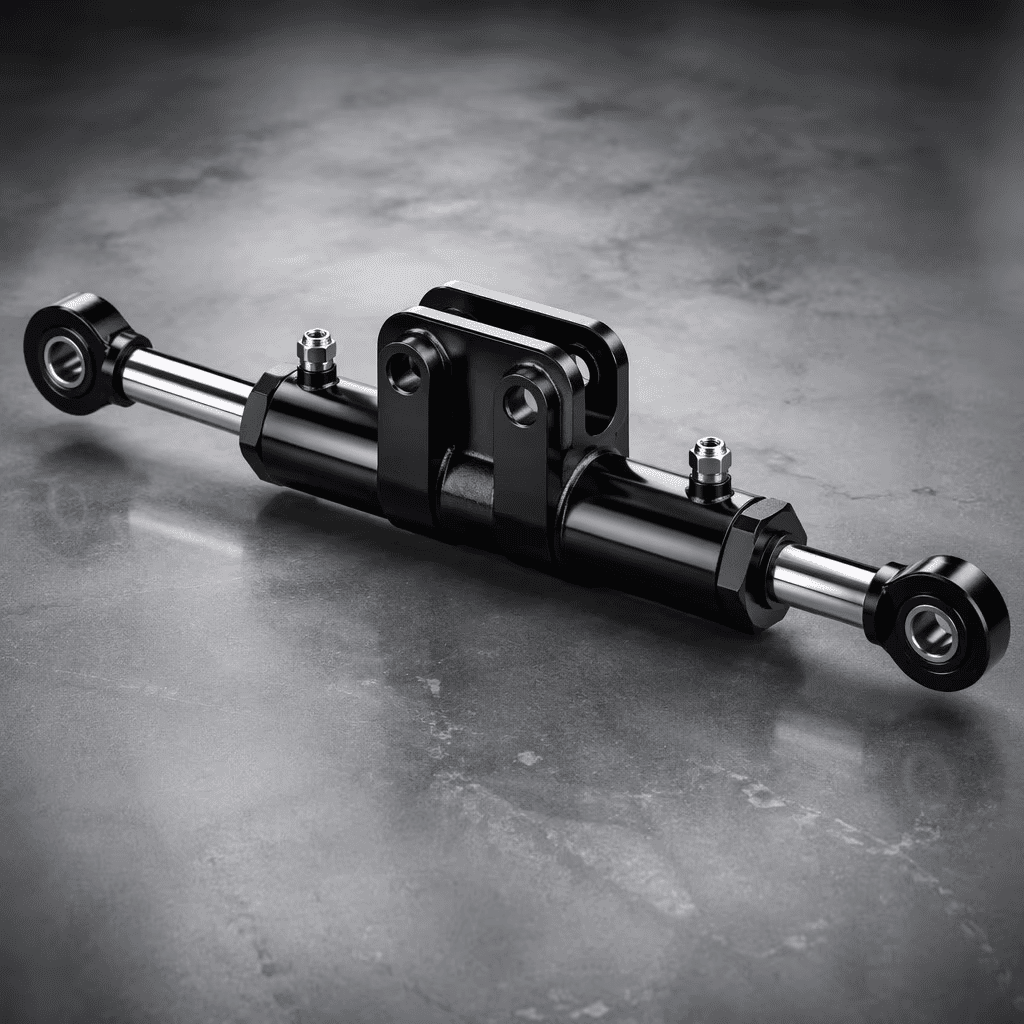
油圧シリンダー生産の洗練を十分に理解するには、最初にその解剖学を理解することが不可欠です。油圧シリンダーはいくつかの重要な部分で構成されており、それぞれがその動作で重要な機能を果たしています。これらの主なコンポーネントには、バレル、ピストン、ピストンロッド、ヘッド、ベース、シールが含まれます。バレルはシリンダーの本体として機能し、ピストンとピストンロッドを収容します。油圧液によって加えられた内圧に耐えることは、堅牢で耐久性がなければなりません。バレルの内側では、ピストンが前後に移動し、シリンダーの両側を分割します。ピストンからシリンダーの頭を介して伸びるピストンロッドは、ピストンの線形動作を使用可能な作業に変換します。頭とベースは、油圧液を含み、ピストンロッドを支える樽の端を抑えます。これらのコンポーネントの材料選択は重要であり、シリンダーの特定の用途によって異なります。たとえば、錆や劣化に対する耐性により、腐食性環境での用途にステンレス鋼が選択される場合があります。
高温用途では、熱膨張と応力に耐えることができる材料が選択されます。
設計上の考慮事項は、油圧シリンダー生産の重要な側面でもあります。荷重、ストロークの長さ、動作圧力、温度条件などの要因により、シリンダーの設計が決まります。たとえば、油圧プレスで使用するために設計されたシリンダーは、航空宇宙アプリケーションで使用されているものと比較して異なる仕様を持ちます。エンジニアは、取り付けスタイルや使用する油圧液の種類などの側面も考慮する必要があります。これらはすべて、シリンダーの最終設計と性能に影響を与えます。
油圧シリンダーの生産の中核は、アイデアと要件が具体的な青写真に翻訳される設計段階です。この重要なプロセスは、油圧シリンダーの意図した適用の徹底的な分析から始まります。エンジニアは、シリンダーの負荷容量、サイズ、動作圧力、遭遇する特定の環境条件など、さまざまな要因を評価します。たとえば、高温環境向けに設計されたシリンダーは、水中使用を目的としたものとは異なる材料を必要とする場合があります。
この段階では、高度な設計ソフトウェアが重要な役割を果たします。これらのツールにより、設計者はさまざまな構成を実験し、ストレスポイントを特定し、パフォーマンスとコスト効率の両方の設計を最適化できます。この段階では、精度が重要です。軽微な誤算でさえシリンダーの機能に大きな影響を与える可能性があるためです。
油圧シリンダーの固体設計が確立された後、焦点は材料調達段階に移動します。この段階には、その特性とアプリケーションの特定の要件に基づいた材料の細心の選択が含まれます。
1.バレルの金属の選択:
油圧シリンダーのバレルは、内部圧力に耐え、時間の経過とともに摩耗に抵抗できる必要があります。一般的に使用される材料には、強度と耐久性のために選択されたスチールとステンレス鋼が含まれます。重量が重要な要因であるいくつかのアプリケーションでは、その軽量性のためにアルミニウムが選択される場合があります。
2.ピストンに適した金属を選択する:
ピストンは堅牢で、さまざまな圧力の下で形状を維持できる必要があります。炭素鋼や鋳鉄などの材料は、変形に対する強度と抵抗のために人気のある選択肢です。
3.ピストンロッド材料の選択:
ピストンロッドは、外部環境にさらされているため、曲げと腐食に対する高い抵抗が必要です。高強度の鋼は、腐食抵抗と表面硬度を高めるために、クロムメッキまたは他の表面処理で時々使用されることがよくあります。
4.品質シールやその他のコンポーネントのソース:
メインの金属成分に加えて、高品質のシール(Oリングやガスケットなど)の調達も同様に重要です。これらのシールは、使用中の油圧液と互換性があり、動作圧力や温度に耐えることができなければなりません。
5.環境およびアプリケーション固有の要因のコンシダー:
高湿度または腐食条件を特徴とする環境では、耐食性が強化された材料が必要です。同様に、高温を含むアプリケーションでは、熱膨張に耐えることができる材料が選択されます。
高品質の材料の調達後、油圧シリンダー生産の次の重要な段階は機械加工とアセンブリプロセスです。このフェーズは、正確で高度な機械加工技術を使用して、調達材料を油圧シリンダーの必須成分に変換します。
1.原材料のカット
油圧シリンダーの物理的生産の最初のステップは、原材料の切断です。この基礎段階は、製造プロセス全体の品質と精度のトーンを設定します。
設計仕様への切断:通常、さまざまなグレードの鋼またはその他の金属の原材料は、詳細な設計仕様に従って特定の形状とサイズにカットされます。 CNCマシン、レーザーカッター、ウォータージェット切断システムなどの高精度の切削工具と機械が、精度と一貫性を確保するために使用されます。
コンポーネントの互換性の抑制:切断の精度は、寸法を順守することだけではありません。また、油圧シリンダーを形成するために組み立てられるさまざまなコンポーネントの互換性を確保するためにも重要です。正確な切断により、シリンダーバレル、ピストン、ピストンロッドなどの部品がシームレスに合わせることが保証されます。これは、シリンダーの効率的な動作に不可欠です。
材料の利用と廃棄物の最小化:この段階では、材料の効率的な利用が廃棄物を最小限に抑えると考えられています。高度な切断技術と慎重な計画を採用して、各材料バッチからの収量を最大化します。
さらなる処理のための準備:カット材料は、機械加工、溶接、アセンブリなどの後続のプロセスのために準備されます。この準備には、識別のための清掃、討論、マークが含まれる場合があります。
2.クロームと回転
油圧シリンダー生産プロセスのこのステップは、特定のコンポーネント、特にピストンロッドの耐久性と機能を高めることを目的としています。
クロームメッキ:クロムメッキは、クロムの薄い層がピストンロッドの表面に電気めっきされる重要なプロセスです。この層は、腐食に対する保護障壁として機能します。これは、シリンダーが水分または腐食性物質にさらされる可能性のある環境で特に重要です。さらに、クロム層はロッドの審美的な魅力を高め、光沢のある洗練された外観を与えます。
3.Turning
クロムメッキの後、ピストンロッドはターニングプロセスを受けます。ターニングには、デザインで指定されているように、ロッドを正確な寸法と許容範囲に形作ることが含まれます。このプロセスは通常、旋盤を使用して実行されます。ここで、ロッドは切削工具に対して回転して、余分な材料を除去し、目的の直径と表面仕上げを達成します。回転によって達成される滑らかさは、シリンダーバレル内のピストンロッドの動作にとって重要であり、摩擦を減らし、滑らかな動きを可能にし、ロッドとシリンダーの内部シールの両方の摩耗を最小限に抑えることができます。
4.スレッドブッシュ溶接
ねじ付き茂みやその他の備品の溶接は、シリンダーのアセンブリと全体的な完全性に不可欠な強力で正確なジョイントを作成することを伴うため、油圧シリンダー製造プロセスの重要なステップです。
拡張技術と機器:TIG(タングステン不活性ガス)溶接やMIG(金属不活性ガス)溶接などの高度な溶接技術は、一般的にシリンダー成分に糸状の茂みを取り付けるために使用されます。これらの手法は、その精度と強度のために選択されます。溶接法の選択は、多くの場合、コンポーネントの材料と油圧シリンダーの特定の要件に依存します。
強力な関節の供給:溶接された関節は、亀裂や多孔性などの欠陥がないことを確認するために細心の注意を払って検査されます。強い溶接は、油圧シリンダーの耐久性と安全性にとって重要です。溶接プロセスでは、通常、温度を制御し、基本材料と互換性のあるフィラー材料を使用して、堅牢な結合を確保することが含まれます。
ポスト溶接治療:溶接後、コンポーネントはストレス緩和や熱処理などの溶接後治療を受ける可能性があります。これらのプロセスは、残留応力を軽減し、溶接領域の強度と靭性を改善するのに役立ちます。
5.チューブターニング
チューブターニングのプロセスは、油圧シリンダーのバレルを形成するチューブを形作る上での重要なステップです。この段階は、精度と細部への注意に焦点を当て、チューブが直径と表面仕上げの正確な仕様を満たすことを保証します。
正しい直径を達成する:チューブの回転には、旋盤またはターニングセンターを使用してチューブの外側から材料を除去し、指定された直径に材料を除去することが含まれます。正しい直径は、ピストンやその他の内部コンポーネントを適切にフィッティングするために不可欠であり、スムーズな動作を確保し、漏れを防ぎます。
表面の滑らかさの抑制:回転プロセスは、高レベルの表面滑らかさを達成することも目的としています。滑らかな内部表面は、可動部品間の摩擦を減らし、シリンダーの効率と寿命を高めます。チューブ表面の欠陥が漏れやパフォーマンスの低下につながる可能性があるため、油圧システムの効率的なシーリングにとって滑らかさも重要です。
ユニフォーム性と一貫性:チューブの直径と表面仕上げの一貫性は、油圧シリンダーの均一な性能に不可欠です。しばしばコンピューター制御された高度なターニング機器は、この一貫性を保証し、寸法と品質が均一なチューブを生産します。
6.チューブ上の存在とアクセサリーの溶接
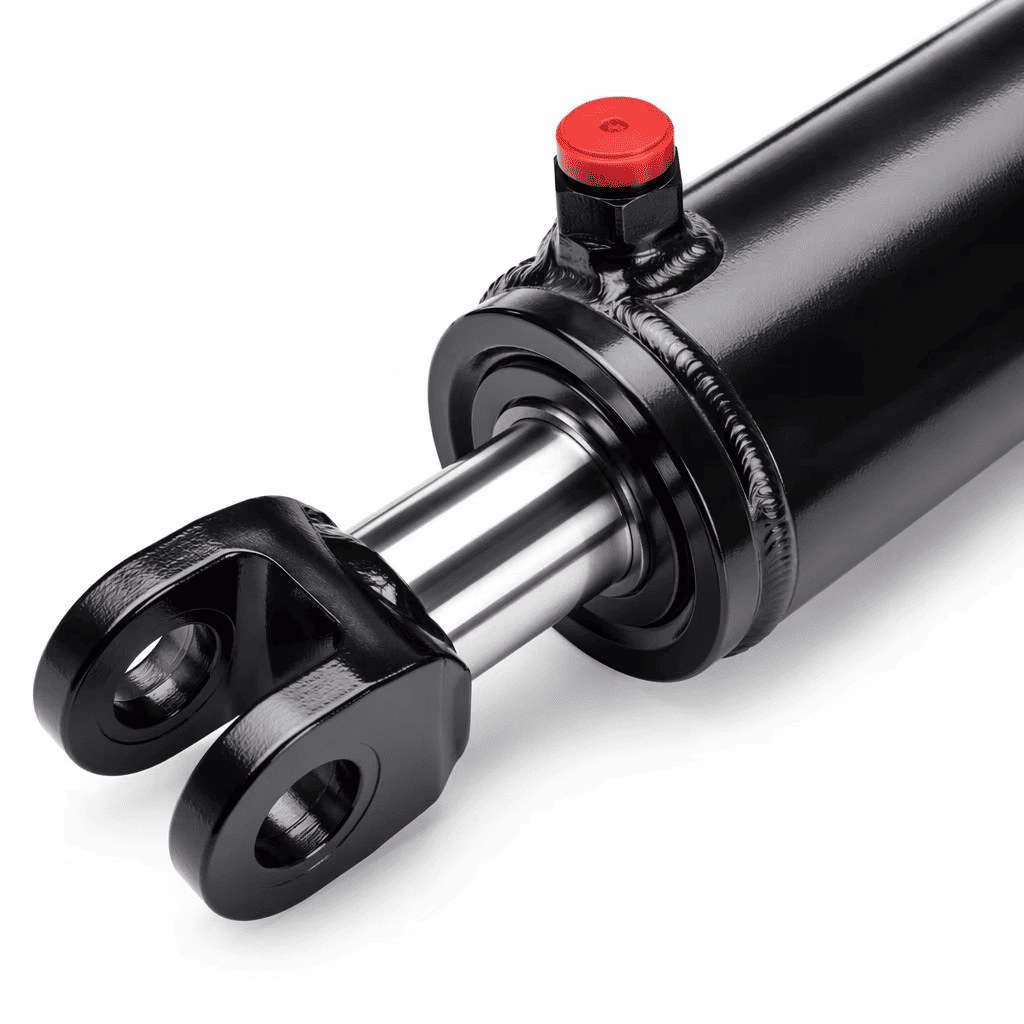
底部と必要なアクセサリーをチューブに溶接することは、油圧シリンダーの製造における重要なステップです。このプロセスでは、エンドキャップやその他のコンポーネントをチューブに取り付けることが含まれ、シリンダーの本体を形成し、密閉され、高圧下で動作できるようにします。
底部をチューブに渡す:エンドキャップ、または底部は、チューブの一方または両端に溶接されます。溶接は油圧液の内部圧力に耐えるために強力で漏れ防止する必要があるため、このタスクには精度が必要です。溶接の品質は、シリンダーの完全性と安全性を維持するために不可欠です。底部が適切に溶接されていない場合、圧力下で失敗する可能性があり、機器とオペレーターの両方に重大なリスクをもたらします。
必要なアクセサリの攻撃:底部に加えて、取り付けブラケット、油圧流体の侵入と出口用のポートなどの他のアクセサリ、およびセンサーもチューブに溶接されます。これらのコンポーネントは、最終アセンブリで適切なアラインメントと機能を確保するために、非常に正確に配置し、接続する必要があります。
密閉されたシリンダー本体の供給:溶接プロセスは、シリンダー本体が完全に密閉されていることを保証するために細心の注意を払って実行されます。このシーリングは、油圧液の漏れが発生すると電力と効率が失われる可能性があるため、シリンダーの効率的な動作にとって重要です。 TIG(タングステン不活性ガス)溶接などの技術は、高圧アプリケーションに適した強力で正確な溶接を提供するため、一般的に使用されます。
7.ポリッシュ

油圧シリンダー生産の研磨段階は、溶接に続く重要なプロセスであり、審美的な魅力とコンポーネントの機能品質の両方を向上させることを目的としています。
滑らかな仕上げの達成:研磨は、主に油圧シリンダー成分の外面、特に溶接されたものを滑らかにするために実行されます。このプロセスでは、研磨剤を使用して、溶接スプラッタ、酸化層、および表面の欠陥を除去します。目標は、プロフェッショナルに見えるだけでなく、腐食や材料疲労のリスクを最小限に抑える均一で滑らかな仕上げを達成することです。
さらなる治療のための準備:場合によっては、研磨は、塗装、コーティング、メッキなどのさらなる表面処理の準備ステップとして機能します。滑らかできれいな表面は、これらの治療のより良い接着と有効性を保証します。
8.インストール
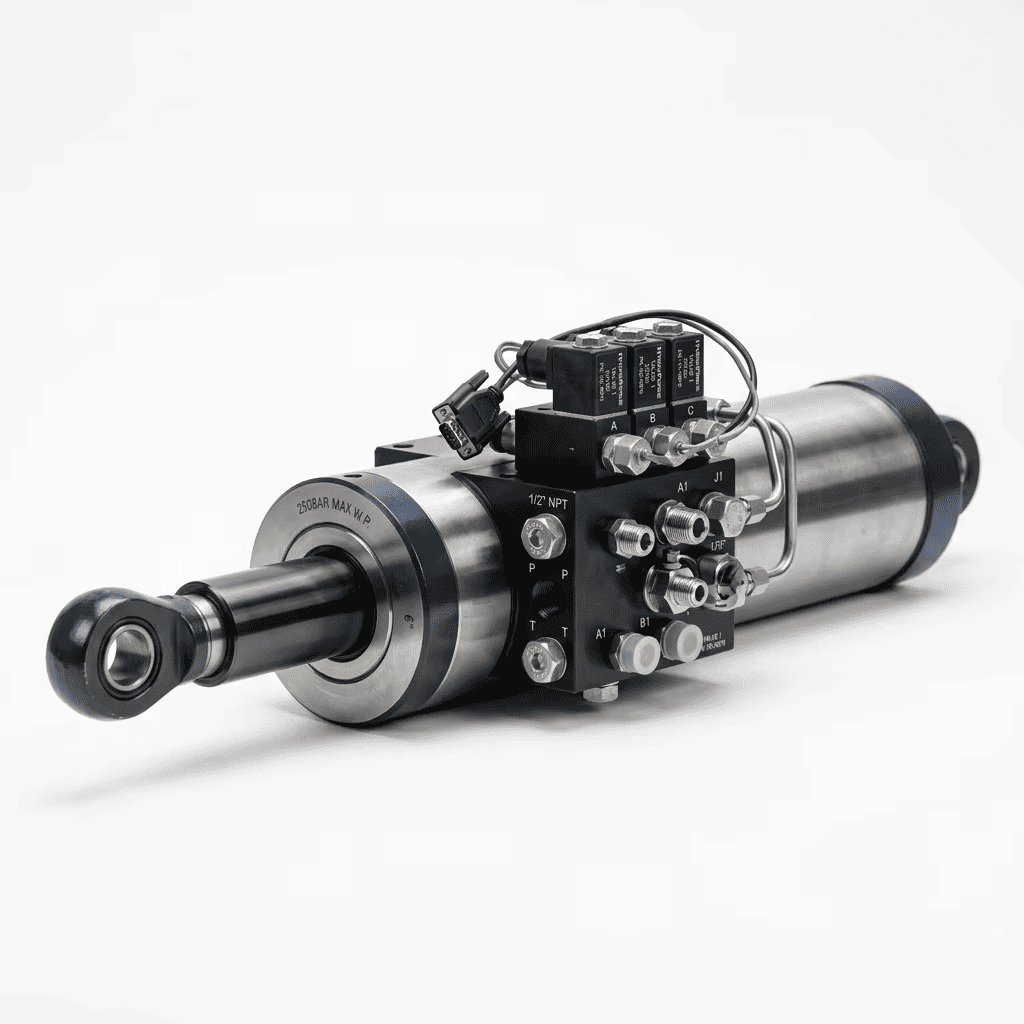
油圧シリンダー生産の設置またはアセンブリフェーズは、さまざまな機械加工および処理されたコンポーネントがまとめられて完全なユニットを形成する場所です。
コアコンポーネントの組み立て:アセンブリプロセスには、油圧シリンダーの主なコンポーネント、ピストン、ピストンロッド、シール、シリンダーボディ(チューブ)をまとめることが含まれます。各コンポーネントは、正しい順序と方向で慎重にインストールする必要があります。通常、ピストンはピストンロッドに取り付けられ、このアセンブリはシリンダー本体に挿入されます。
シールとガスケットのインストール:シリンダーの油圧の完全性を維持するためには、シールとガスケットが重要です。それらは、油圧液の漏れを防ぎ、シリンダーが必要な圧力を生成し、耐えることができるようにします。これらのシールの設置には、損傷を回避し、それらが適切に着席するようにするために精度が必要です。
外部コンポーネントの攻撃:内部アセンブリが完了したら、エンドキャップ、取り付けブラケット、油圧接続用のポートなどの外部コンポーネントが取り付けられます。これらのコンポーネントは、多くの場合、シリンダーボディにボルトで固定または溶接されており、シリンダーの全体的な機能と安全性には安全な付着が不可欠です。
9.Painting
油圧シリンダー生産の絵画段階は、完成品に美的価値と保護機能の両方を追加する最終ステップです。
審美的な魅力を強化する:塗装は、油圧シリンダーに洗練されたプロフェッショナルな外観を提供します。これは、顧客満足度とブランド認識にとって重要です。よく仕上げられた製品は、多くの場合、高品質を示し、塗装により、企業の色やデザインスキームでカスタマイズできるようになり、それにより製品の市場魅力が向上します。
環境要素に対する保護層:塗料は、水分、粉塵、化学物質、紫外線などの環境要因に対する障壁として機能します。この保護は、屋外の設定や厳しい産業環境で使用されるシリンダーにとって特に重要です。腐食と摩耗を守ることにより、塗料は油圧シリンダーの寿命を延ばし、機能的なままであり、時間の経過とともにその完全性を維持します。
アプリケーションプロセス:塗装前に、シリンダーの表面は通常、油、ほこり、またはその他の汚染物質を除去するために前処理されます。この準備には、脱脂、サンドブラスト、またはプライマーの適用が含まれます。塗料と散布方法の選択(スプレー、浸漬など)は、シリンダーの材料、意図した使用、およびそれが動作する環境に依存します。
乾燥と硬化:塗料が適用された後、シリンダーは乾燥と硬化プロセスを経ています。塗料の種類に応じて、これにはオーブンまたはヒートランプを使用して硬化を加速したり、換気の良い領域で自然に乾燥させることが含まれます。
この包括的なガイドでは、製造プロセスのすべての重要な段階を明らかにする、油圧シリンダー生産の複雑な世界を探求しました。油圧シリンダーは、幅広い業界で重要な役割を果たしており、すべての顧客にとって生産プロセスを理解することが不可欠です。