油圧シリンダの呼び圧力は任意に設定できるものではありません。シリンダーバレル材質の降伏強度、肉厚構造、シールの耐力限界などから総合的に計算されます。標準一般機種の呼び圧力は16MPaを基本設計値としています。
このパラメータは、通常の炭素鋼シリンダーバレル、標準的なポリウレタンシール、従来のガイド構造の安全な軸受限界と一致しており、建設機械やトレーラーの油圧システムの最も一般的な選択基準としても機能します。実際の操作では、瞬間的な衝撃圧力が公称圧力を一時的に超えることは許容されますが、長期間の連続使用圧力は定格値の 85% を超えてはなりません。これは、内部漏れ、シールの老化の促進、シリンダーバレルの変形を回避するための中心的な設計原則です。
長期にわたる過大な圧力条件下では、シリンダーバレルの内壁にわずかな弾性変形が生じ、ガイドスリーブとピストンロッドの間のマッチングギャップが移動し、本来の0.02~0.03mmの精密公差が損なわれます。
隙間が大きくなると作動油の横流れが激しくなり、ピストンリングに不均一な力が加わり、徐々に偏摩耗していきます。後の段階では、内部漏れ、吊り上げ力不足、急激な荷重沈下などの一般的な故障が発生し、現場機器の頻繁な油圧故障の主な原因となります。
シール材設計の最適なマッチング範囲は周囲温度20℃~30℃です。ポリウレタンおよびニトリルゴムシールは、硬度、弾性圧縮性、耐油性が標準値を維持しています。
この状態では、シールリップがシリンダ壁に均一になじみ一定の予圧を保ち、異常摩耗や変形がなく長期間安定したオイルシール性能を維持します。
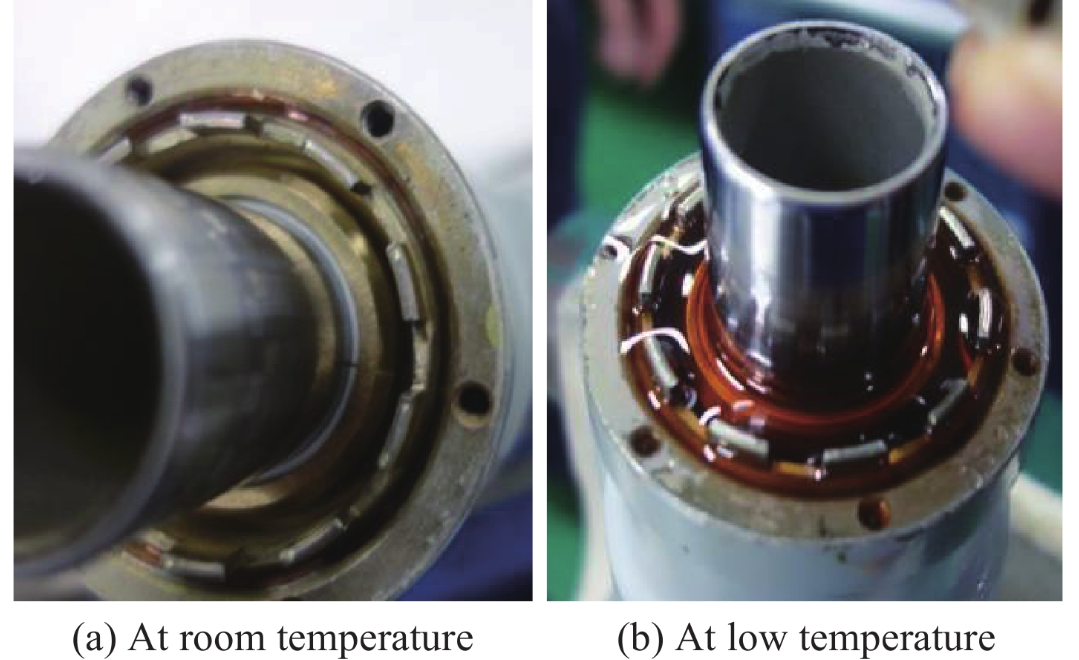
-15℃以下になるとシール材の分子活性が低下し、硬度が高くなり靭性が低下します。シールリップの嵌合柔軟性が低下し、微小な隙間を適応的に補うことができなくなり、低温漏れの主な原因となります。
40℃を超える温度で長期間使用すると、作動油の酸化が促進され、コロイド状の不純物が生成されます。一方、シールは劣化し、弾性が低下することでより早く硬化し、徐々に継続的な微量の漏れが発生し、全体的な動作の安定性に影響を与えます。
ピストンロッドへの硬質クロム電気メッキは、業界の標準的な保護プロセスです。正式な量産品では、めっき厚さは0.08mm~0.12mm以内に厳しく管理されています。
めっきが薄すぎると、砂の摩擦や腐食に対する十分な耐性が得られず、屋外での作業条件下では短時間で傷や斑点の錆が発生します。めっきが厚すぎると内部表面応力が増加し、剥離の原因となり、表面平滑性が損なわれ、シールの摩耗が促進されます。

完成したピストンロッドの表面粗さはRa0.2~Ra0.4μmに管理されています。この精度は、低摩擦の伸縮動作の要求を満たし、表面の微細なバリによるシール リップの傷を防ぎます。
粗さが高すぎると、微細な突起によってシールが摩耗し続けます。一方、表面が平滑すぎると油の貯蔵能力が低下し、安定した油膜が形成されにくくなり、乾燥摩擦のリスクが高まり、シール部品の寿命が短くなります。
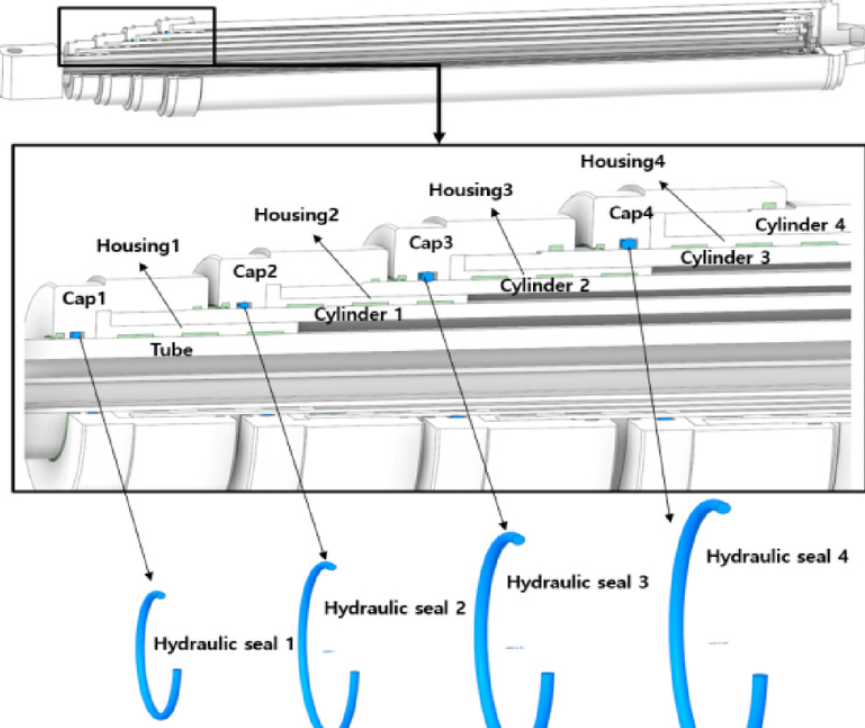
多段式油圧シリンダは、各段のストローク、有効作用面積、油路径などに固有の構造上の違いがあります。同期最適化設計が施されていないモデルでは、フルストローク伸縮動作時に位置ずれが発生します。
加工同軸度、ガイドスリーブクリアランス、オイル流量分布は、多段シリンダの同期精度を決定する 3 つの主要なプロセス要素です。
バッファースロットル構造を両端に内蔵油圧シリンダースロットルオリフィスの減衰効果によりストロークエンドでの作動油の流量を減らし、ピストンとエンドカバーの間の強い衝撃を回避します。
合理的な緩衝設計により、起動停止時の衝撃が弱まり、機器全体の振動が軽減され、溶接継ぎ目や取り付けブラケットの疲労損傷が軽減されます。これは、車両搭載リフティング、港湾機械、農業用重機などの高頻度の起動/停止シナリオに特に適しています。
業界の精密組立基準では、ガイドスリーブとピストンロッド間の組立クリアランスは0.02mm~0.03mmで安定して管理されています。
クリアランスが小さすぎると、温度上昇時の熱膨張により詰まりや伸縮動作がスムーズに行われなくなります。過剰なクリアランスは、ピストンロッドのラジアル方向のブレを増大させ、偏心荷重の集中と片側の摩耗を引き起こし、全体のメンテナンスサイクルを短縮します。
シリンダーバレル、エンドカバー、ガイドスリーブ、ピストンロッドの組み立て同軸度は、製造および組み立てにおける重要な管理点です。
同軸度の偏差が過度に大きい油圧シリンダは、偏心力を受けて長時間動作するため、片側シールの摩耗や局所的なシリンダ壁の傷が発生する可能性が大幅に高まります。これは、同じ仕様の製品間で耐用年数に明らかな違いがある重要な技術的理由でもあります。